 電話:13759933313
電話:13759933313 郵箱:
郵箱: 地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾園)
地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾園)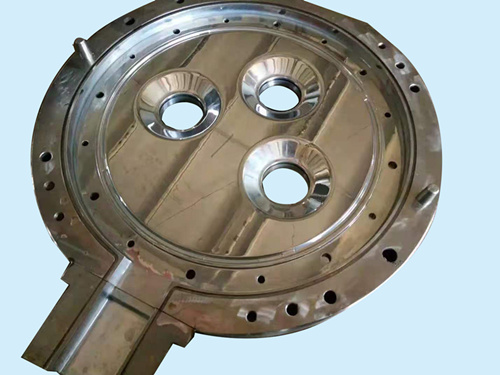











1、 機械預處理:
機械精加工:.後一道磨痕要細,是它很容易抛光掉‼️(不然磨🔴痕會在鍍鉻時引起麻點和氣痕)。
2、 預除油:
3、 上挂具:
選擇或制造适合的挂具安裝。
4、 安裝屏蔽物:
安裝輔助陰極和輔助陽極、在不要鍍鉻的部位塗漆和蠟或包裹塑料薄膜。
5、 除油:
用專用除蠟水除油。
6、 水洗:
水洗需徹底:零件潤濕需均勻。
用15%-20%的稀硫酸溶液除鏽。
鉻酐120-350 g/l,
硫酸:10 g/l,
電流:30-50A//dm2,
時間:視基體而定。
給電前預熱:使零件溫度接近或等于鍍液溫度。
給電方式:鑄鐵件鍍鉻先用沖擊電流電鍍,然後再恢複到正常電流密度;合金鋼件鍍鉻采用階梯式給電;鉻上鍍鉻先進行陽極浸蝕然後階梯式給電。
二)、槽液的要求及控制:
1、槽液的成份及工藝條件:
CrO3: 240-260g/l
H2SO4: 2.4-3.0g/l
陰極電流密度: 25-35A/dm2
2、每周對槽液進行兩次分析,控制槽液在工藝範圍内。
三)、設備的要求:
2、銅排、陰陽極杆應根據電源的要求配制,以免在生産過程中✍️發熱,損失電能,使電流不能有效輸出。
3、陽極:陽極面積應是陰極的2.5-3倍,在實際生産中以挂滿🐕為标準。
4、挂具:挂具應根據産品的不同而設計,總的原則是導🈲電好。
四)、操作要求:
2、經檢驗合格的毛坯按公差大小分類,轉入下一道工序。
3、按電鍍硬鉻的工藝流程進行操作。
1、毛坯前處理應幹淨。
二、電鍍硬鉻電源的特點
2、以先進的逆變技術為核心,主控制系統采用特有的多環控技術,保證産品的可靠性和高精度控制性能,嚴格的質量管控,完善的保護功能,全面提升産品穩定性。
3、采用納米基材料的主高頻變壓器,以進口大功率絕緣栅雙極型晶體管“IGBT”模塊為主功率器件,優質選材,确保品❄️質。
4、先進散熱設計理念,多種散熱方式互補,确保産品的高效⁉️穩定。
6、模塊開關電源設計,通過設計N+1冗餘電源系統實現容❄️量擴展,提高電源系統的可靠性可用性(一組燒📱壞,另💛一組自動啟動,不影響生産),縮短維修維護時🤩間,使企業産生♍更大的🈚效益。
7、保護功能完備:具有缺相、過壓、欠壓、短路、過流、過熱、(缺水🤞)等保護♋,全方位呵護設備。
 當前位置:
當前位置:


 熱門推薦
熱門推薦


 您有2條未讀詢盤信息!
您有2條未讀詢盤信息!




